CNC lathe machine Controller: Syntec/Mitsubishi Coolant water spray system Safety shield Scrap box Three-color light, emergency stop switch VideoVideo CNC special purposed machine specs (follow customers’s need to making special purposed machine)
Vertical pipe handle bar milling hole R side milling machine bicycle vertical pipe machining HC8502 HCN.18339 Drilling spindle L and R side, vertical adjustment up and down, front and back fixed position Manual placement, auto clamp, auto tapping, manual unload pipe PLC control auto cutting fluid spray device pipespipes
Vertical pipe front fork locking hole tapping machine, bicycle stand pipe HC8740 HCN.18341 Drilling spindle L and R side, vertical adjustment up and down, front and back fixed position Manual placement, auto clamp, auto tapping, manual unload pipe PLC control auto cutting fluid spray device pipesVideopipes Video
Vertical pipe front fork locking hole drilling and grooving machine, bicycle stand pipe HC8739 Drilling spindle L and R side, vertical adjustment up and down, front and back fixed position Rear side grooving spindle head Hydraulic displacement table auto cutting fluid spray device Machining with bicycle stand pipe pipesVideopipes Video
Auto rolate punch hole machine HC8738 HCN.17313 Automatically increase output Make the quality more stable and save manpower Improve efficiency Under normal operation 1 year guarantee According customers’s need to design machine VideoVideo
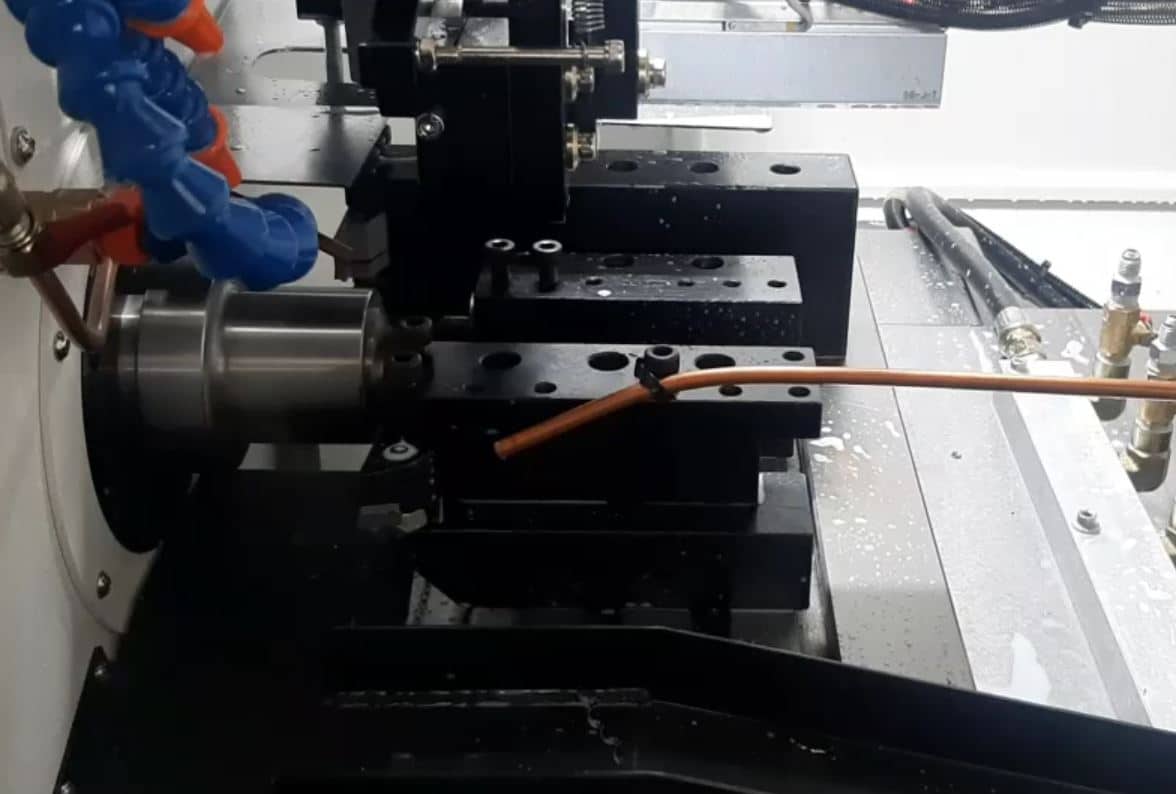
CNC Double end fine boring machine HC0301U HCN.18353 Weld machine body Hydraulic clamp design The clamping pressure can be adjusted and controlled Operating type: Belt spindle Change cutter type: Manual change cutter Servo drive slide table, adjustable feed speed Coolant water spray system half-shield safety curtain, rear maintenance door, reserved maintenance holes on the left…
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.













{kind=link}
{kind=link}
{kind=link}
{kind=link}